鯖江の眼鏡ができるまで
メガネにはメタル(金属)フレームと
セル(樹脂)フレームがあり、
どちらも約200の工程を経て完成されます。
それらの工程の一つひとつは
専門の工場・職人たちによる
分業により成り立っています。

チタン、ニッケル合金、
貴金属を用いたフレーム。
一枚あたりの工程数は約 200にも及び、
量産には5ヶ月を要します。
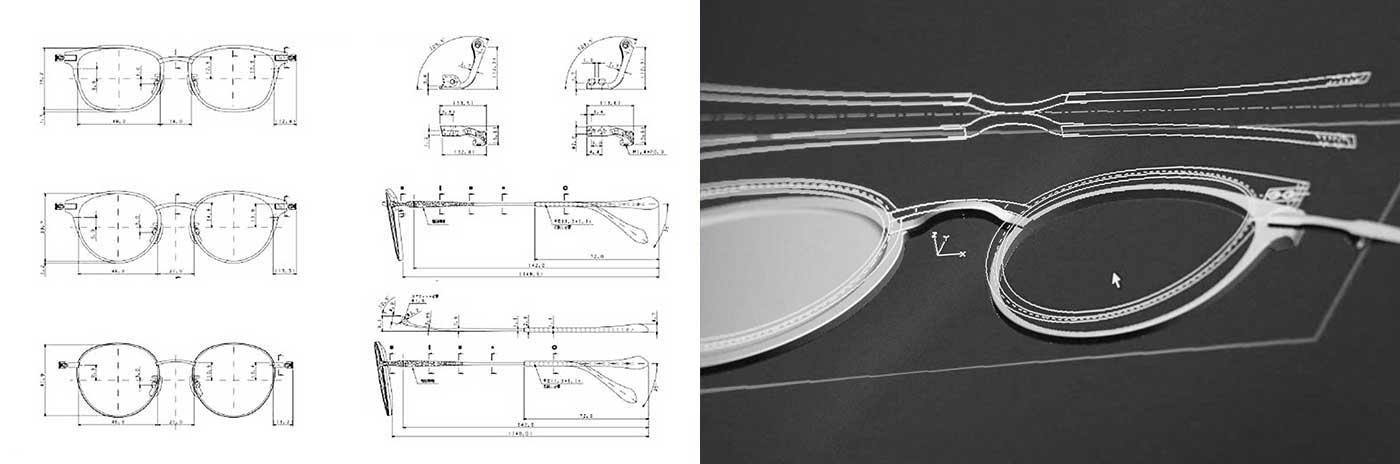
3次元設計で精巧な完成品予測
時代と共に変化するトレンド、機能性耐久性を考慮しながら様々なアイディアを具体化していきます。
オリエンスは眼鏡専用デザイン設計システム(3次元設計)を採用。従来の2次元設計と比べ
より精巧な完成品予測が可能となりました。
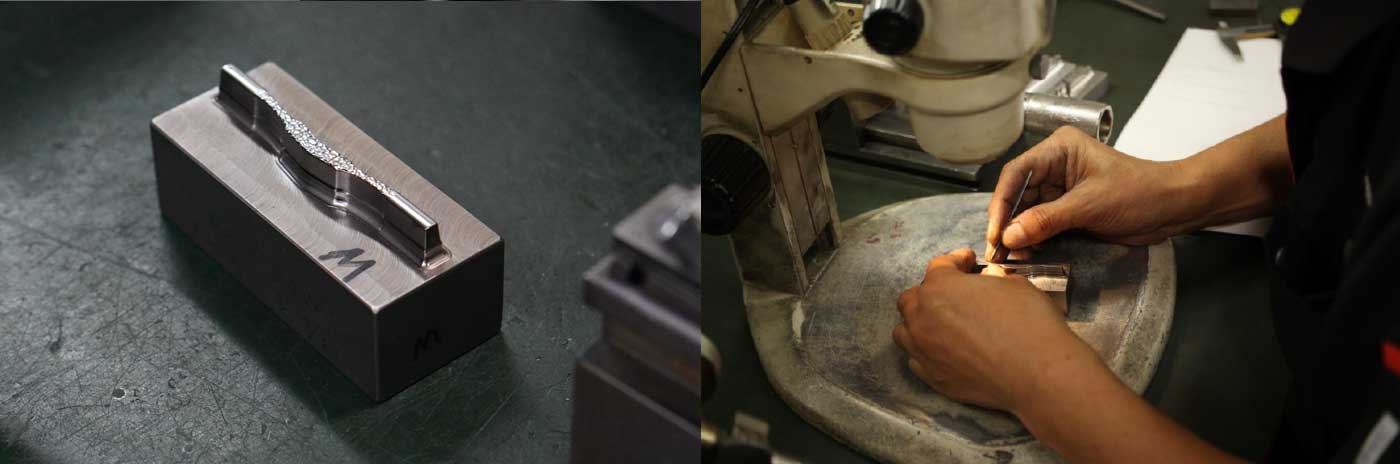
微細な形状や柄を表現
大型切削機を用い、100分台単位にまでこだわった微細な形状や柄を表現します。1つの型番のために複数の金型を必要とします。あらゆる工業製品のなかでその精密さはトップクラスを誇ります。

熟練した職人による仕上げ
オートメーション化できない繊細な形状再現のため、熟練した職人による仕上げが行われます。デザインへのこだわりを金型(マスター型)に落とし込んでいくこの工程は製品の質感を大きく左右します。
世界一と称される鯖江の眼鏡技術
冷間鍛造とは、金属材料に熱を加えず常温のまま圧力を加え、金属を変形させながら成形をおこなう加工方法です。チタンなどの丸線を叩きながら伸ばし、バネ性を出しながらプレス加工可能な形状にします。難加工金属であるチタンの加工法で、鯖江の眼鏡技術は世界一と称されるようになりました。

一つの部品を作るために
制作された金型でプレス加工し、各部品を制作します。1つの部品を作るために複数の金型で何度も行い、徐々に部品が完成に向かいます。チタンのしなやかさを維持するため途中で熱処理を加えたりするなど、高い品質を得るための工程を経ています。

一つの部品に込められた手間ヒマ
プレス加工後も部品として完成するための二次加工が行われます。 プレスによって生じたバリを落とし磨き上げる研磨(水ガラ)仕上げに至る工程は、一つの部品に込められた手間ヒマの奥深さを感じさせます。

1つ1つ熟練の職人技術の手仕事
集められた完成部品を溶接(ロウ付け)していきます。材質/大きさ/厚み/太さの違いを丹念に見極め、最適な温度管理をしながら接合します。熟練の職人技術によって1つ1つ手仕事で行われています。

組み立てと組み上がりのチェック
研磨工程の前に、フロントとテンプルを組み立てます。組上がりに問題がないかもチェックします。

約3日間回し続ける
大きなガラの機械に、フレームと研磨材を入れ、約3日間回し続けます。 研磨材の種類&配合は、各社が長年独自に培ったノウハウです。

日本ならではの丁寧さ
回転するフェルト地に研磨剤をつけながら磨き、光沢と艶をだします。 細部まで徹底的にこだわる日本ならではの丁寧さが込められています。

フレームの耐久性の鍵工程
メッキ/塗装はフレームの耐久性を飛躍的に向上させ、顔にのせるメガネにふさわしい質感とデザイン性を実現する工程です。

確実に・丹念に・手早い手作業
パットやモダン、レンズ等のパーツを手作業で取り付けます。


肌に優しい木質繊維系の
樹脂(アセテート、セルロイド)を用いたフレーム、
一枚あたりの工程数は、約100~150にも及び、
量産には3ヶ月を要します。
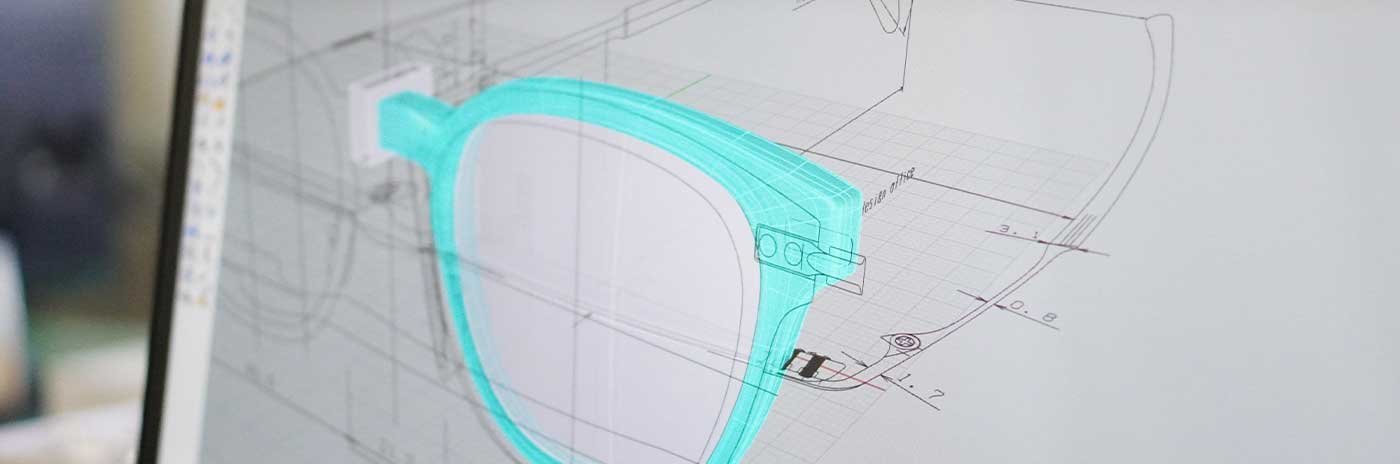
3次元設計で精巧な完成品予測
時代と共に変化するトレンド、機能性耐久性を考慮しながら様々なアイディアを具体化していきます。オリエンスは眼鏡専用デザイン設計システム(3次元設計)を採用。従来の2次元設計と比べより精巧な完成品予測が可能となりました。
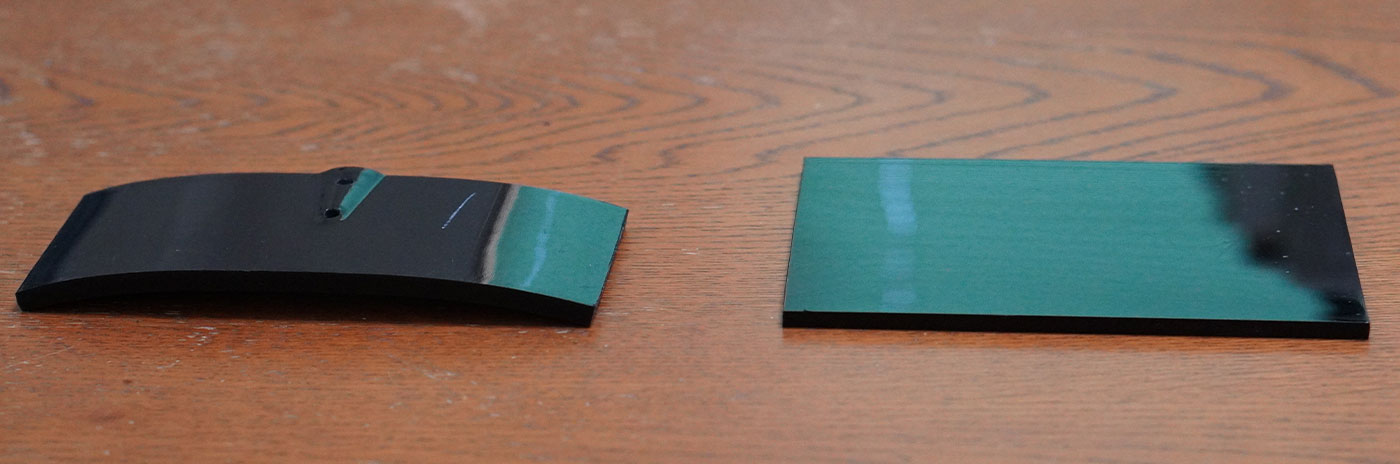
アセテート樹脂を立体的カーブ形状に
素材となる板状のアセテート樹脂に熱を加えプレスし、立体的なカーブ形状に成形します。
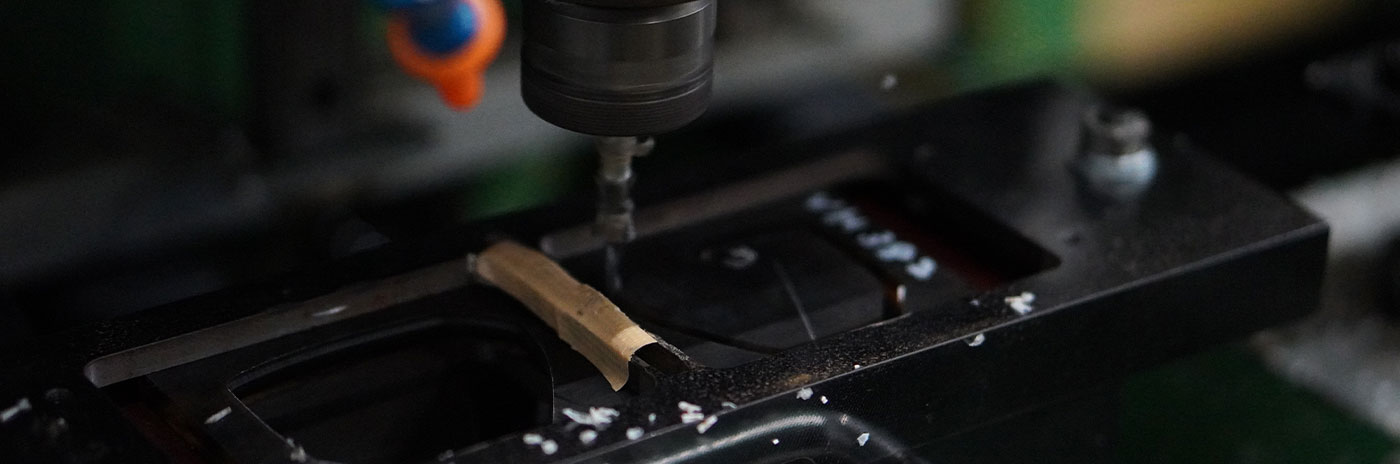
機械制御で精密に切削
設計デザインを再現する機械制御により、アセテート樹脂素材を精密に切削します。高い精密さを求められるため短時間に多数の切削はできません。
素材の特性を知り尽くした職人技
フロント部に鼻パットを溶着させます。素材の特性を知り尽くした職人の技が光ります。

繊細で熟練した技術
左右バランスや僅かな厚みを感じ取りながら回転するヤスリで合口部を整える工程。繊細で熟練した技術が求められます。

技術により見違えるような仕上がり
大きなガラの機械に、フレームと研磨材を入れ、回し続けます。 研磨材の種類&配合は、各社が長年独自に培ったノウハウです。研磨後の質感はそれまでと見違えるような仕上がりです。

職人技術の手仕事で繊細な丸みと角を再現
バレルでは研磨できない繊細な丸みと角を再現していきます。また表面に残ったキズも落としていきます。

やり直しがきかない職人の繊細さ
樹脂素材であるフロント部に金属の蝶番を埋め込みます。やり直しが出来ない工程の1つで、担当する職人の繊細な神経がうかがえます。

美しく合わせられた合口仕上げ
フロントとテンプルの合口に余分な部分をカット。美しく合わせられた合口仕上げは職人技術のこだわりのひとつ。

ハンドメイドと言われる所以
フロントとテンプルの合口が段差なくフラットになるよう棒ヤスリで仕上げます。アセテートフレームはハンドメイドと言われる所以(ゆえん)。

深みと高級感のある光沢を
1枚ずつ状態の違う製品を見極めながら丁寧に柔らかなバフ(羽布)で仕上げていきます。細かな傷をとり、深みと高級感のある光沢を出していきます。

手作業で進められる最終調整
ブランド名やサイズ表記などを刻印。この工程も手作業。出荷前の検品や調子とり後、出荷されます。 鯖江のフレームは各部の調整がしっかりと行われ、フィッティング調整前からかけ心地が良いと評価されています。
